Stock Code: 831045
Industrial Automation & Intelligence Solutions
SUMMERY: نتلقى مكالمة هاتفية أسبوعيًا على الأقل. يقول المتصل إنه بصدد بناء مبادل حراري - أنابيب من الفولاذ المقاوم للصدأ وصفائح أنابيب من الفولاذ الكربوني - ويواجه مشكلة في اللحام. تشققات، مسامية، انصهار غير كامل. لقد جربوا قضبان لحام مختلفة، وآل...
نتلقى مكالمة هاتفية أسبوعيًا على الأقل. يقول المتصل إنه بصدد بناء مبادل حراري – أنابيب من الفولاذ المقاوم للصدأ وصفائح أنابيب من الفولاذ الكربوني – ويواجه مشكلة في اللحام. تشققات، مسامية، انصهار غير كامل. لقد جربوا قضبان لحام مختلفة، وآلات لحام مختلفة، وتسخينًا مسبقًا مختلفًا. لكن لا يبدو أن أيًا من الحلول يُجدي نفعًا باستمرار.
نحن نصنع أنظمة آلات لحام الأنابيب بصفائح الأنابيب الأوتوماتيكية منذ أكثر من خمسة عشر عامًا، وهذه التركيبة من المواد تحديدًا هي الأكثر شيوعًا. ليس الأمر أن الفولاذ المقاوم للصدأ والفولاذ الكربوني يرفضان اللحام معًا، فهما يُلحمان يوميًا في ورش العمل حول العالم. لكن إتقان اللحام يتطلب فهم ما يحدث فعليًا في تلك الوصلة، واستخدام معدات قادرة على التحكم في المتغيرات التي لا يستطيع الإنسان التحكم بها.
لماذا تُسبب هذه التركيبة مشاكل؟
تبدأ المشكلة بقوانين الفيزياء الأساسية. يتمدد الفولاذ المقاوم للصدأ أكثر من الفولاذ الكربوني عند تسخينه، ويتمدد بشكل أسرع. أثناء اللحام، يعني ذلك أن الأنبوب يميل إلى التمدد بينما تحاول صفيحة الأنابيب تثبيته. ينتج عن ذلك إجهاد متبقٍ قد يؤدي إلى انفصال اللحام أثناء التبريد.
أما المشكلة الثانية فهي معدنية. فإذا تم صهر كمية كبيرة من الفولاذ الكربوني في حوض اللحام، يحدث تخفيف. وتتغير التركيبة الكيميائية. فبدلاً من الحصول على لحام فولاذي مقاوم للصدأ، ينتهي بنا المطاف بمادة قد تكون هشة أو عرضة للتآكل. لهذا السبب، يُعد اختيار معدن الحشو أمرًا بالغ الأهمية، وعادةً ما يكون من نوع 309L أو 309LSi، المصمم لاستيعاب التخفيف من كلا الجانبين.
هناك أيضًا مشكلة عملية تتعلق بالتركيب. فأنابيب الفولاذ المقاوم للصدأ تنثني بشكل مختلف عن أنابيب الفولاذ الكربوني، ولا تُلفّ داخل صفيحة الأنابيب بنفس الطريقة. وإذا لم يكن الأنبوب مُحكمًا في مكانه داخل الفتحة، تتكون فجوات. وتؤدي هذه الفجوات إلى عدم انتظام انتقال الحرارة أثناء اللحام، مما يعني عدم انتظام الاختراق.
وتؤكد الأبحاث هذه النتائج. ففي إحدى الحالات الموثقة، تبين أن ما بدا وكأنه مشاكل في المواد كان في الواقع تلوثًا من سوائل القطع المحتبسة في الفراغ الحلقي. تحلل هذا السائل في القوس الكهربائي، مُولِّدًا الهيدروجين، ومُسبِّبًا مسامية تُشبه تمامًا عيوبًا في علم المعادن. النظافة هنا ليست خيارًا.
المعدات التي تُزيل التباين
عند التعامل مع مواد مُختلفة، يُصبح التناسق هو الأساس. قد يُنتج عامل اللحام اليدوي وصلة مثالية في التاسعة صباحًا، ووصلة رديئة في الثالثة عصرًا. تتعب ذراعه، وتتغير زاوية اللحام قليلًا، وتتغير سرعة حركته.
لا تُعاني ماكينة اللحام الأوتوماتيكية للأنابيب من هذه المشاكل. فهي تُشغِّل البرنامج نفسه على الأنبوب رقم 500 كما على الأنبوب رقم 1. وتحافظ على طول القوس إلكترونيًا، وتُعوِّض عن تغيرات الموضع أثناء دوران رأس اللحام.
بالنسبة للحام الفولاذ المقاوم للصدأ بالفولاذ الكربوني، يُوفِّر اللحام المداري للأنابيب مزايا مُحدَّدة. تُتيح إمكانية نبض التيار – بالتناوب بين شدة عالية للاختراق وشدة منخفضة لتجميد حوض اللحام – منع الترهل الذي يحدث عند اللحام العلوي. يُمكن ضبط ترددات النبضات بدقة لتناسب سُمك الجدار ونوع المادة. الحرارة الزائدة تُسبب مشاكل في التخفيف، بينما الحرارة المنخفضة تُسبب انصهارًا غير كامل.
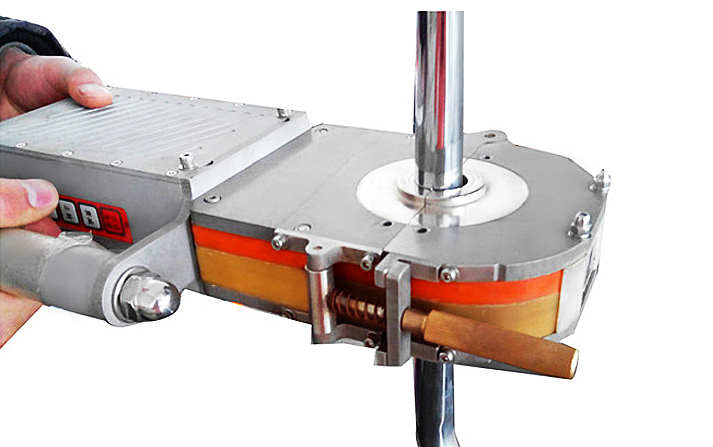
يُعدّ رأس اللحام نفسه أساس الدقة. رأس اللحام المداري الجيد للأنابيب بألواح الأنابيب يُركّز نفسه على القطر الداخلي للأنبوب باستخدام مغزل قابل للتمدد. إذا كان الرأس غير مركزي، فإن طول القوس الكهربائي يختلف حول محيط الأنبوب، وبالتالي يختلف عمق الاختراق. تتيح رؤوس اللحام لدينا إمكانية الضبط على ثلاثة محاور: المحوري، والقطري، والزاوي، لذا بمجرد ضبطها على حجم أنبوب مُحدد، تبقى ثابتةً لمئات الدورات.
ماذا يعني لحام التقوية؟
هناك فرق بين لحام منع التسرب ولحام التقوية للأنابيب بألواح الأنابيب. لحام منع التسرب يمنع فقط تسرب السائل، وعادةً ما يكون صغيرًا، وغالبًا ما يكون مجرد طبقة انصهار. أما لحام التقوية للأنابيب بألواح الأنابيب فهو مُصمم لتحمّل الأحمال، لنقل قوى الأنبوب المحورية إلى لوحة الأنابيب ومنع الأنبوب من الانفصال تحت الضغط أو التمدد الحراري.
بالنسبة للأنابيب المصنوعة من الفولاذ المقاوم للصدأ والمثبتة في صفائح أنابيب من الفولاذ الكربوني، يتطلب الحصول على وصلة ملحومة قوية بين الأنبوب والصفيحة عادةً تصميمًا بارزًا للأنبوب. يمتد الأنبوب مسافة 2-3 مم خارج سطح الصفيحة، ويتم تطبيق لحام فيليه حول محيطه. يُضيف هذا اللحام سُمكًا للحلقة ويُوفر تثبيتًا ميكانيكيًا يتجاوز ما يُوفره اللحام الانصهاري وحده.
يُعد اختيار معدن الحشو للحام القوي أكثر أهمية من اختياره للحام المانع للتسرب. باستخدام حشو 309L، يُمكن لمعدن اللحام استيعاب التخفيف من كلا المادتين الأساسيتين مع الحفاظ على الخصائص الميكانيكية الكافية. يجب التحقق من صحة العملية على نماذج تجريبية، مع فحص المقاطع العرضية للتحقق من الاختراق وخلوها من العيوب.
يُحدد معيار ASME UW-20 معايير اللحام القوي الكامل مقابل اللحام القوي الجزئي. بالنسبة للتطبيقات التي يجب أن تتحمل فيها الوصلة كامل حمل الأنبوب – مثل سخانات مياه التغذية عالية الضغط – يجب حساب حجم اللحام وتوثيق العملية بدقة.
أين يظهر هذا في المعدات العملية؟
تستخدم الصناعات المختلفة وصلات الأنابيب المصنوعة من الفولاذ المقاوم للصدأ مع صفائح الأنابيب المصنوعة من الفولاذ الكربوني لأسباب مختلفة، وتتكيف المعدات مع كل منها.
مبادلات حرارية في المصافي
في المصافي، قد تستخدم أنابيب من الفولاذ المقاوم للصدأ لمقاومة التآكل في جانب المعالجة، وصفائح أنابيب من الفولاذ الكربوني لأنها أرخص وأقوى بما يكفي لتحمل ضغط جانب الغلاف. تقوم آلة اللحام الأوتوماتيكية للأنابيب بربطها بصفائح الأنابيب هنا بإنتاج مئات الأنابيب في كل حزمة. يجب أن يتناسب رأس اللحام مع الممرات الضيقة بين الأنابيب، وأن يتمركز بسرعة، وأن ينتج لحامات فيليه متناسقة تجتاز الفحص البصري والفحص غير المتلف. تتيح رؤوس اللحام المبردة بالماء التشغيل طوال فترة المناوبة دون ارتفاع درجة الحرارة.
سخانات مياه التغذية في محطات توليد الطاقة
تتعرض سخانات مياه التغذية لدورات حرارية قاسية. بدء التشغيل، والإيقاف، وتغيرات الحمل – كل دورة تضع ضغطًا على كل وصلة. يجب أن تتحمل وصلة الأنابيب الملحومة بقوة بين الأنابيب وصفائح الأنابيب التمدد التفاضلي بين أنابيب الفولاذ المقاوم للصدأ وصفائح أنابيب الفولاذ الكربوني دون تشقق. تُظهر الأبحاث أن الجمع بين اللحام والتمدد – عن طريق دحرجة الأنابيب أو تمديدها هيدروليكيًا داخل الأخاديد بعد اللحام – يُحقق فائضًا في الطاقة. يتحمل اللحام الحمل المحوري، بينما يضمن التمدد التلامس ويمنع تآكل الشقوق.
أوعية العمليات الكيميائية
في أوعية الضغط المزودة بملفات تسخين أو تبريد داخلية، قد تُلحم أنابيب الفولاذ المقاوم للصدأ بألواح أنابيب من الفولاذ الكربوني تُشكل جزءًا من جدار الوعاء. في هذه الحالة، يجب أن تصل رؤوس اللحام المداري للأنابيب إلى المساحات الضيقة وأن تُنتج لحامات عالية الجودة تُلبي متطلبات القسم الثامن من معايير ASME. الوصول صعب، والرؤية ضعيفة، واللحام اليدوي شبه مستحيل. لذا، يُعد التشغيل الآلي الحل العملي الوحيد.
مكثفات محطات الطاقة
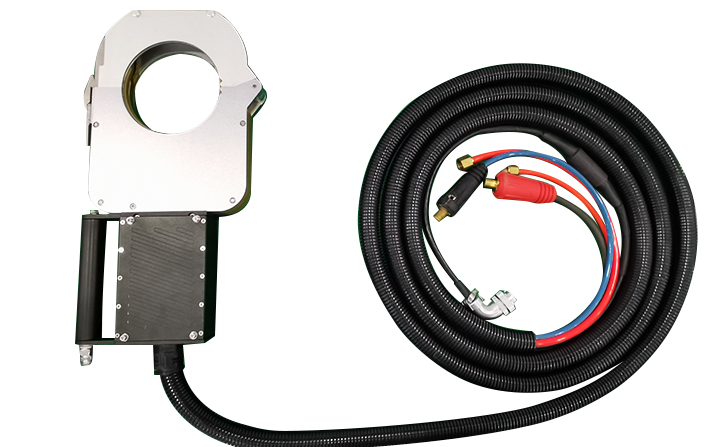
غالبًا ما تستخدم المكثفات الكبيرة أنابيب من الفولاذ المقاوم للصدأ أو التيتانيوم مع ألواح أنابيب من الفولاذ الكربوني. هذه عمليات إنتاج بكميات كبيرة – آلاف الأنابيب لكل وحدة. صُممت رؤوس TP040 الخاصة بنا خصيصًا لهذه التطبيقات، حيث تتعامل مع تكوينات الأنابيب المتساوية دون الحاجة إلى تغذية السلك. يُوفر التصميم المُغلق التغطية اللازمة بالغاز الخامل للمواد الحساسة للأكسدة، كما أن وزنه الخفيف (3.65 كجم) يُتيح للمشغلين إمكانية وضعه دون الحاجة إلى رافعات.
الإجراء المُناسب
إليكم ما نُقدمه لعملائنا عند سؤالهم عن كيفية التعامل مع لحام الفولاذ المقاوم للصدأ بالفولاذ الكربوني:
نظف كل شيء. يجب إزالة سوائل القطع الناتجة عن تشكيل ثقوب الأنابيب. إذا انحصر السائل في الفراغ الحلقي، فسيتحلل أثناء عملية اللحام، مُنتجًا الهيدروجين، ومُسببًا المسامية. التنظيف بالمذيبات ثم التجفيف أمرٌ لا غنى عنه.
تحقق من مُلاءمة الأنبوب. يجب أن يكون الأنبوب مُحكمًا في الثقب. تُؤدي الفجوات إلى عدم انتظام نقل الحرارة وعدم انتظام الاختراق. إذا كان التركيب غير مُحكم، يُنصح بتوسيع الأنبوب قليلًا قبل اللحام لضمان التلامس.
تحقق من صحة الإجراء. قم بإجراء تجارب على نماذج أولية باستخدام نفس المواد، ونفس قطر الأنبوب، ونفس سُمك الجدار. قسّم هذه النماذج إلى مقاطع عرضية. افحص الاختراق، والانصهار، وخلوّها من العيوب. اضبط المعايير حتى يُلبي كل مقطع عرضي المتطلبات.
قم بإعداد ماكينة اللحام الأوتوماتيكية للأنابيب بألواح الأنابيب. اختر حجم الكوليت المناسب. ثبّت زاوية الشعلة الملائمة – عادةً 7 درجات للحامات البارزة. برمج جدول اللحام بناءً على الإجراء المعتمد: التيار، معلمات النبض، سرعة الحركة، معدل تغذية السلك.
راقب أثناء اللحام. تسجل الأنظمة الحديثة جميع المعلمات لضمان التتبع. في حال انحراف أي منها عن المواصفات، تُنبه الماكينة المشغل. ستحصل لاحقًا على دليل يُثبت أن كل وصلة تفي بالمتطلبات.
لماذا الأتمتة هي الأفضل؟ تكمن أهمية اللحام المداري للأنابيب بألواح الأنابيب في تطبيقات المعادن المختلفة في ضمان الاتساق. لا يمكنك تحمل أي تباين عندما تتصرف المواد بشكل مختلف. قد يؤدي اللحام الذي يسخن قليلاً إلى تخفيف مفرط، بينما قد لا يندمج اللحام الذي يبرد قليلاً. مع وجود آلاف الوصلات في مبادل حراري واحد، حتى نسبة عيوب 1% تعني تلف عشرة أنابيب.
تزيل ماكينة اللحام الأوتوماتيكية للأنابيب بألواح الأنابيب هذا الخطر. فهي تُنفذ الإجراء المعتمد بدقة متناهية في كل مرة. لا تتعب، ولا تتشتت، ولا تتوقف عن العمل. يركز المشغل على تحميل رأس اللحام وفحص النتائج بينما تقوم الآلة بالعمل.
إذا كنتم تصنعون مبادلات حرارية، أو سخانات مياه التغذية، أو مكثفات، أو أوعية ضغط باستخدام أنابيب من الفولاذ المقاوم للصدأ وصفائح أنابيب من الفولاذ الكربوني، تفضلوا بزيارة ورشتنا للاطلاع على إمكانيات آلاتنا. أحضروا عينة، وسنقوم بتشغيلها في ورشتنا. ستلاحظون الفرق في الاتساق، والمظهر، والبيانات. لا يوجد لدينا أي ترويج للمبيعات، بل عقود من الخبرة في مساعدة الناس على لحام التركيبات المعقدة بدقة.