Stock Code: 831045
Industrial Automation & Intelligence Solutions
SUMMERY: كل مصنّع لمعدات التدفئة لديه ذلك المبادل الحراري الذي عاد للصيانة قبل الأوان. ربما تسرب من صفيحة الأنابيب بعد عامين. ربما انفصل أحد الأنابيب أثناء ارتفاع مفاجئ في الضغط. ربما بدت اللحامات غير متناسقة من طرف إلى آخر. لقد رأينا كل ذلك، وفي...
كل مصنّع لمعدات التدفئة لديه ذلك المبادل الحراري الذي عاد للصيانة قبل الأوان. ربما تسرب من صفيحة الأنابيب بعد عامين. ربما انفصل أحد الأنابيب أثناء ارتفاع مفاجئ في الضغط. ربما بدت اللحامات غير متناسقة من طرف إلى آخر. لقد رأينا كل ذلك، وفي كل حالة، يعود السبب الجذري إلى شيء واحد: التباين في كيفية صنع وصلات اللحام المداري بين الأنابيب وصفيحة الأنابيب.
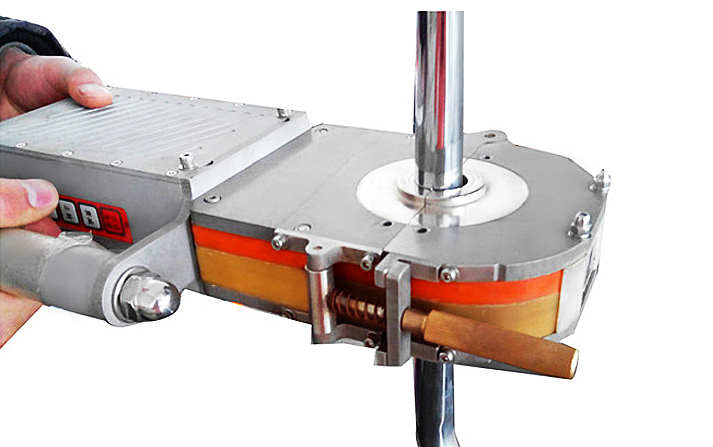
نحن نصنع آلات لحام مداري لأنظمة لحام الأنابيب بصفيحة الأنابيب خصيصًا لمعدات التدفئة. ليست آلات لحام عامة، بل آلات مصممة لتثبيت الأنبوب، والدوران حوله، وتقديم نفس الوصلة الدقيقة على الأنبوب رقم 500 كما على الأنبوب رقم 1. إليكم ما تعلمناه حول سبب أهمية هذا التناسق أكثر من أي عامل آخر في تصنيع معدات التدفئة.
المشكلة التي لا يمكن حلها باللحام اليدوي
تجول في أي ورشة غلايات أو سخانات تقريبًا، وسترى المشهد نفسه: عامل لحام منحني فوق صفيحة أنابيب، ممسكًا بشعلة اللحام، يحاول تحريك الكوب حول الأنبوب. إذا كان اللحام ماهرًا، سيبدو جيدًا. لكن راقبه لساعة، وستلاحظ التباين. يتغير طول القوس الكهربائي قليلًا مع تغيير وضعيته. وتتباطأ سرعة اللحام عندما تتعب ذراعه. ويختلف سلوك بركة اللحام في أسفل الأنبوب عنه في أعلاه.
هذا التباين ليس مجرد مظهر. ففي معدات التسخين، يجب أن يُنشئ رأس اللحام المداري للأنبوب مع صفيحة الأنابيب وصلةً تتحمل دورات التمدد والانكماش الحراري – التمدد والانكماش في كل مرة يُشعل فيها الموقد ويتوقف. إذا اختلف عمق الاختراق حول المحيط، تتشكل تراكيز إجهاد. وفي النهاية، يبدأ الشق من أرق نقطة وينتشر.
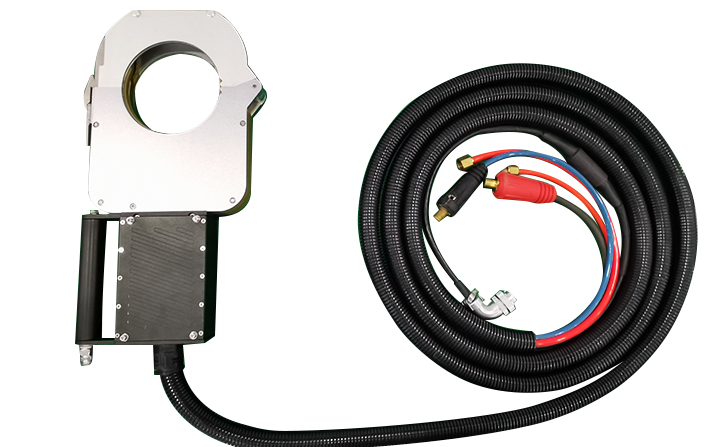
كما يُعاني اللحام اليدوي من صعوبة الوصول. ففي حزم الأنابيب الكثيفة، لا يستطيع اللحام رؤية نصف الوصلات بوضوح. ويعمل بالتقدير، على أمل أن يكون القوس الكهربائي كما يتوقع. من ناحية أخرى، يتميز رأس اللحام المداري للأنابيب بتركيبه في المساحات الضيقة، وتمركزه التلقائي، وتوصيله لغاز الحماية بدقة متناهية إلى المكان المطلوب، بغض النظر عن مدى ازدحام صفيحة الأنابيب.
كيف تبدو الدقة المتسقة؟
عندما نعرض جهاز اللحام المداري الخاص بنا للحام الأنابيب بصفائح الأنابيب، نجري اختبارًا يُثير دهشة معظم الزوار. نقوم بلحام عشرة أنابيب متتالية، ثم نقطعها ونضع المقاطع العرضية تحت جهاز مقارنة. يختلف عمق الاختراق بأقل من 0.2 مم في جميع الأنابيب العشرة. يتبع خط الانصهار نفس المحيط. تعزيز اللحام متطابق.
يأتي هذا الاتساق من آلية تحكم رأس اللحام المداري للأنابيب بصفائح الأنابيب في العملية. يتم الحفاظ على طول القوس إلكترونيًا، وليس عن طريق ثبات اليد. تُتحكم سرعة الحركة بواسطة نظام تروس دقيق، وليس بسرعة دوران معصم اللحام. ينبض التيار وفقًا لجدول زمني مُصمم خصيصًا للمادة وسُمك الجدار، معوضًا تأثير الجاذبية المتغير أثناء دوران الشعلة.
بالنسبة لمعدات التدفئة، يعني هذا أن كل وصلة تتمتع بنفس قدرة تحمل الحمل، مما يزيل نقاط الضعف. فعندما يبدأ المرجل بالعمل من وضع التشغيل البارد إلى الحمل الكامل، تتمدد جميع الأنابيب معًا، وتتكيف اللحامات مع هذه الحركة دون تركيز الإجهاد.
مواءمة رأس اللحام مع التطبيق
ليست جميع رؤوس اللحام المداري للأنابيب بألواح الأنابيب متساوية. لقد تعلمنا هذا الدرس بطريقة قاسية منذ سنوات عندما اتصل بنا أحد العملاء بمشكلة: بدت لحاماته مثالية من الخارج، لكنها فشلت في اختبار الضغط الهيدروليكي. كانت المشكلة تكمن في ضعف تغطية الغاز للقطر الداخلي لرأس اللحام، مما سمح بالأكسدة التي أضعفت الوصلة.
تستخدم رؤوسنا تصميمًا مغلقًا يغمر منطقة اللحام بغاز الأرجون. بالنسبة لمواد مثل الفولاذ المقاوم للصدأ أو الإنكونيل، الحساسة للتلوث الجوي، يُعد هذا أمرًا لا غنى عنه. كما يتضمن رأس اللحام المداري للأنابيب بألواح الأنابيب نظام تبريد مائي متكامل، مما يسمح لنا بتشغيل دورات عمل عالية دون ارتفاع درجة حرارة محرك التشغيل أو جسم الشعلة. في بيئات الإنتاج التي تضم حزمًا من مئات الأنابيب، يؤدي توقف رأس اللحام لتبريده إلى انخفاض الإنتاجية بشكل كبير.
ومن التفاصيل المهمة الأخرى: كيفية تمركز رأس اللحام. نستخدم مقابض قابلة للتمدد تُمسك بالقطر الداخلي للأنبوب دون ترك أي علامات على سطحه. ثم يعتمد رأس اللحام المداري للأنابيب على هذا المحور المركزي، مما يضمن تمركز التنجستن بغض النظر عن شكل الأنبوب أو انحرافه الطفيف. إذا كان رأس اللحام غير متمركز، يتغير طول القوس الكهربائي، وبالتالي يتغير عمق الاختراق.
ما نراه في الميدان: يقوم أحد عملائنا بتصنيع غلايات استعادة الحرارة المهدرة لصناعة البتروكيماويات. تتميز صفائح الأنابيب لديهم بضخامتها – إذ يزيد قطرها عن مترين – وتحتوي على آلاف الأنابيب. كانوا يلحمون يدويًا، لكن نسبة القطع المعيبة كانت تستنزف أرباحهم. بعد التحول إلى استخدام ماكينة اللحام المدارية الخاصة بنا للحام الأنابيب بصفائح الأنابيب، انخفضت نسبة إعادة العمل إلى أقل من 2%. يراقب المشغل الآن ثلاثة رؤوس لحام في وقت واحد أثناء التشغيل، ويتفقد اللحامات المكتملة أثناء إجراء اللحامات التالية.
في حالة أخرى، كان هناك مصنع لسخانات كهربائية للمباني التجارية. أنابيبهم مصنوعة من الفولاذ المقاوم للصدأ ذي الجدران الرقيقة، وهي عرضة للاحتراق إذا تفاوتت كمية الحرارة المُدخلة. كان اللحام اليدوي يتطلب تعديلات مستمرة، ومع ذلك كان ينتج عنه نفايات. نظام اللحام المداري الخاص بنا للأنابيب بألواح الأنابيب مكّنهم من برمجة نمط نبضي يُوفر الطاقة الكافية لصهر الوصلة دون إحداث ثقب في الجانب الخلفي. تضاعف معدل إنتاجهم.
هذه ليست حالات استثنائية، بل هي نتيجة طبيعية لإزالة التباين البشري من عملية تتطلب دقة متناهية.
بيانات قابلة للاستخدام
إحدى ميزات ماكينات اللحام المداري الحديثة لأنظمة لحام الأنابيب بألواح الأنابيب، والتي بدأ مصنعو معدات التدفئة يُقدّرونها، هي تسجيل البيانات. يتم تسجيل كل عملية لحام: التيار، والجهد، وسرعة اللحام، وتغذية السلك، وتدفق الغاز. إذا فشلت وصلة في الفحص بعد سنوات، يمكنك الرجوع إلى المعايير الدقيقة المستخدمة في تصنيعها. يمكنك إثبات للعميل أو للمفتش أن عملية التصنيع كانت تحت السيطرة.
بالنسبة للمصانع التي تُصنّع وفقًا لمعايير ASME القسم الثامن أو القسم الأول، تُعدّ هذه الإمكانية للتتبع كنزًا ثمينًا. فهي تُغني عن السجلات المكتوبة بخط اليد وذاكرة المشغل بسجلات موضوعية. ولأن رأس اللحام المداري للأنابيب بألواح الأنابيب يُنفذ البرنامج نفسه في كل مرة، فإن البيانات تكون ذات مغزى، وليست مجرد سجل للتغيرات العشوائية.
الجانب العملي للملكية
عندما تستثمر في رأس لحام مداري للأنابيب بألواح الأنابيب، فأنت لا تشتري مجرد معدات، بل تشتري القدرة على تشغيل الإنتاج دون مواجهة مشاكل مستمرة مع المنتجات المعيبة. ولكن يجب أن تكون المعدات سهلة الصيانة. صُممت رؤوسنا بحيث يمكن للمشغلين تغيير الكوليتات، واستبدال عدسات الغاز، وضبط بروز التنجستن في دقائق، وليس ساعات. المحامل المغلقة وتروس القيادة المُقساة تعني أنها تعمل لسنوات دون صيانة إذا تم الحفاظ عليها نظيفة.
كما نُقدم التدريب كجزء من كل عملية بيع. ليس مجرد جولة سريعة، بل ثلاثة أيام في موقع عملك، تُطبق فيها موادك، وتجيب على الأسئلة التي لا تتبادر إلى ذهنك إلا عندما تُحدق في لحام لا يبدو صحيحًا تمامًا. هذا الاستثمار في المعرفة يُؤتي ثماره أسرع من أي خصم على المعدات.
لماذا تتطلب معدات التدفئة هذا النهج؟
تتميز معدات التدفئة بكونها تعمل في بيئة تتداخل فيها عوامل الضغط والحرارة والزمن. قد يعمل المرجل آلاف المرات خلال عمره الافتراضي، وكل دورة تُعرّض كل وصلة بين الأنابيب ولوحة الأنابيب لضغط كبير. إذا لم تكن هذه الوصلات متطابقة، فإن بعضها سيتحمل ضغطًا أكبر من غيره، وبالتالي سيتعطل أولًا.
يُزيل اللحام المداري للأنابيب بلوحة الأنابيب هذا التفاوت، إذ يجعل كل وصلة بنفس قوة الوصلة المجاورة لها. يُمكّنك هذا من بناء معدات تفي بعمرها التصميمي بدلًا من التعطل المبكر، مع تقليل تكاليف العمالة وزيادة الإنتاجية.
إذا كنت لا تزال تلحم أنابيب معدات التدفئة يدويًا، تفضل بزيارة ورشتنا لتتعرف على إمكانيات آلاتنا. أحضر معك عينة من لوحة الأنابيب، وسنقوم بتشغيلها في ورشتنا. ستلاحظ الفرق في الاتساق والمظهر والبيانات التي نجمعها. لا ضغط، ولا محاولة بيع، فقط عقود من الخبرة في بناء أدوات تُساعد الناس على بناء سخانات أفضل.