Stock Code: 831045
Industrial Automation & Intelligence Solutions
SUMMERY: كل غلاية أو وعاء ضغط يخرج من ورشة التصنيع يحمل معه عبئًا كبيرًا من التوقعات. سيخضع للضغط والتسخين والتشغيل المتكرر، وأحيانًا للإجهاد الشديد، ويجب ألا يتعطل. يكمن جوهر هذه الموثوقية في آلاف وصلات الأنابيب الملحومة بقوة عالية بين الأنابيب ...
كل غلاية أو وعاء ضغط يخرج من ورشة التصنيع يحمل معه عبئًا كبيرًا من التوقعات. سيخضع للضغط والتسخين والتشغيل المتكرر، وأحيانًا للإجهاد الشديد، ويجب ألا يتعطل. يكمن جوهر هذه الموثوقية في آلاف وصلات الأنابيب الملحومة بقوة عالية بين الأنابيب وصفائح الأنابيب. عندما تنفصل إحدى هذه الوصلات، تتراوح العواقب بين توقفات مكلفة للصيانة وخسائر كارثية في المعدات.
لقد أمضينا أكثر من خمسة عشر عامًا في بناء أنظمة تساعد المصنّعين على ضمان جودة هذه الوصلات الحيوية. غالبًا ما يكمن الفرق بين وصلة متينة وأخرى فاشلة في مدى قدرتك على إنتاج لحام قوي ومتين بين الأنبوب وصفائح الأنابيب، وهذا الاتساق هو ما توفره الأتمتة تحديدًا.
بنية اللحام المتين
تختلف وصلة الأنبوب الملحومة بقوة عالية بين الأنبوب وصفائح الأنابيب اختلافًا جوهريًا عن لحام منع التسرب. لحام منع التسرب يغلق الفجوة عند نقطة اتصال الأنبوب بصفائح الأنابيب فقط؛ فهو يمنع التسرب ولكنه لا يُسهم كثيرًا في السلامة الهيكلية. أما اللحام المتين، على النقيض من ذلك، فهو مصمم لنقل الحمل المحوري الكامل من الأنبوب إلى صفائح الأنابيب. يجب أن يقاوم الأنبوب قوى السحب الناتجة عن الضغط والتمدد الحراري والأحمال الخارجية.
يتطلب تحقيق ذلك تصميمًا هندسيًا دقيقًا. عادةً ما يبرز الأنبوب من 2 إلى 3 مم عن سطح صفيحة الأنابيب، ويتم لحامه بلحام فيليه بسماكة محسوبة حول محيطه. في حالة اللحامات المستوية، يلزم اختراق عميق أو عدة طبقات لتحقيق قوة مكافئة. يجب أن يكون معدن اللحام متوافقًا مع كل من مادة الأنبوب وصفيحة الأنابيب، وغالبًا ما يتطلب ذلك استخدام معادن حشو مثل 309L لوصلات الفولاذ المقاوم للصدأ بالفولاذ الكربوني.
تفرض معايير مثل ASME القسم الثامن والقسم الأول قواعد صارمة حول كيفية تصميم وتأهيل لحام الأنابيب بصفيحة الأنابيب. يجب أن يكون حجم اللحام كافيًا لتحقيق قوة الشد الكاملة للأنبوب، ويجب التحقق من صحة الإجراء من خلال اختبارات إتلافية على نماذج تجريبية. هذه المتطلبات ضرورية لأن فشل وصلة الأنبوب بصفيحة الأنابيب في الغلايات أو أوعية الضغط ليس مجرد تسرب بسيط، بل هو حدث يهدد السلامة.
لماذا يحدث تفاوت في قوة اللحام؟
يُعرف اللحام اليدوي لوصلات الأنابيب بألواح الأنابيب بصعوبته البالغة. إذ يجب على اللحام الحفاظ على ثبات يده أثناء تحريك الشعلة حول كل أنبوب، وغالبًا ما تكون هذه الأنابيب متقاربة. ويتفاوت طول القوس الكهربائي مع حركة الشعلة، كما تتذبذب سرعة اللحام مع الإرهاق. وقد تتأثر تغطية غاز الحماية سلبًا بسبب الوضعيات غير المناسبة. والنتيجة هي تفاوت إحصائي في جودة اللحام، حيث تفي بعض الوصلات بمتطلبات القوة، بينما لا تفي بها وصلات أخرى.
في وصلات الأنابيب بألواح الأنابيب الملحومة بقوة عالية، يُعد هذا التفاوت غير مقبول. فإذا كانت إحدى الوصلات من بين ألف وصلة تعاني من انصهار غير كامل أو سُمك غير كافٍ للحلقة، فإنها تُصبح نقطة الضعف. وتحت تأثير الأحمال الدورية، ستفشل هذه الوصلة أولًا. وقد ينتشر الفشل، مما يؤدي إلى تمزق الأنبوب، وأضرار جانبية، وتوقفات غير مُجدولة.
هنا يأتي دور آلة اللحام الأوتوماتيكية لوصلات الأنابيب بألواح الأنابيب، حيث تُغير قواعد اللعبة. فالتشغيل الآلي يُزيل العوامل البشرية التي تُسبب عدم الاتساق، إذ تحافظ الآلة على طول قوس كهربائي ثابت من خلال الاستشعار الإلكتروني. تُتحكم سرعة الحركة بواسطة تروس دقيقة. وتُعدَّل معايير النبض وفقًا للمادة والموقع. ويتم تنفيذ كل لحام بدقة متناهية وفقًا للإجراءات المعتمدة.
المعدات التي تُوفر المتانة
يبدأ نهجنا في بناء أنظمة ماكينات اللحام الأوتوماتيكية للأنابيب بألواح الأنابيب من إدراكنا أن لحامات المتانة تتطلب دقة متناهية في كل مستوى. يجب أن يكون رأس اللحام قادرًا على تحديد المواقع بدقة متكررة، والدوران بثبات، والتحكم في كمية الحرارة المُدخلة.
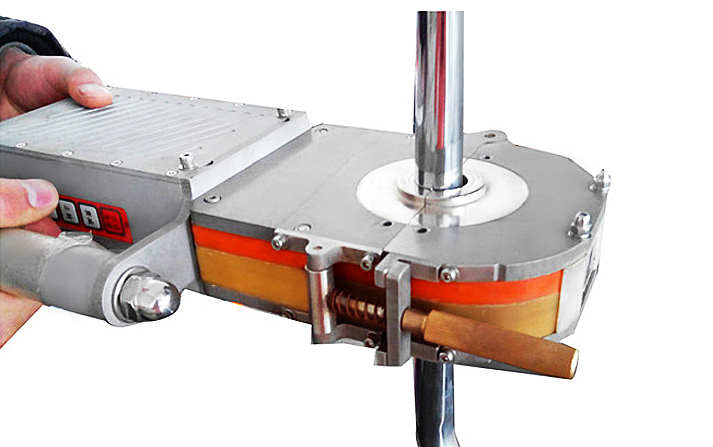
تتميز رؤوس اللحام المدارية للأنابيب بألواح الأنابيب التي نُصنِّعها بمحاور قابلة للتمدد تُركِّز الرأس على القطر الداخلي للأنبوب. وهذا يضمن مركزية التنجستن بغض النظر عن شكل الأنبوب البيضاوي أو أي انحراف طفيف. فإذا كان الرأس غير مركزي، سيختلف طول القوس، ويختلف الاختراق، ولن تتمتع وصلة اللحام الناتجة بين الأنبوب ولوح الأنابيب بمتانة موحدة حول المحيط.
يُتيح ضبط التنجستن ثلاثي المحاور للمشغل تحديد البروز والزاوية بدقة متناهية وفقًا لهندسة الوصلة. بالنسبة للأنابيب البارزة، توجه زاوية الشعلة من 5 إلى 10 درجات القوس الكهربائي نحو الزاوية، مما يضمن اندماجًا مثاليًا عند الجذر. أما بالنسبة للأنابيب المستوية، فيمكن استخدام زاوية أكثر حدة لتحقيق اختراق عميق.
يُدمج التبريد المائي في جسم رأس اللحام، مما يتيح التشغيل المستمر بتيارات عالية، وهي ضرورية غالبًا للأنابيب ذات الجدران السميكة أو عند اللحام المتكرر. في المقابل، ترتفع درجة حرارة رؤوس اللحام المبردة بالهواء بشكل مفرط، مما يؤدي إلى توقفات تُعطل الإنتاج وتُسبب تباينًا حراريًا. مع التبريد المائي، يحافظ رأس اللحام على درجة حرارة ثابتة، وتبقى معايير اللحام متسقة عبر مئات الوصلات.
تطبيقات عملية في الغلايات وأوعية الضغط
تتعدد الصناعات التي تحتاج إلى وصلات لحام قوية وموثوقة بين الأنابيب وصفائح الأنابيب، إلا أن التطبيقات الأكثر تطلبًا تتركز في قطاعي توليد الطاقة ومعالجة البتروكيماويات.
في سخانات مياه التغذية عالية الضغط، تعمل الأنابيب عند ضغوط تتجاوز 3000 رطل لكل بوصة مربعة ودرجات حرارة أعلى من 500 درجة فهرنهايت. يجب أن تتحمل وصلة اللحام القوية بين الأنبوب وصفائح الأنابيب ليس فقط الأحمال الثابتة، بل أيضًا الصدمات الحرارية الناتجة عن بدء التشغيل والإيقاف. وقد أظهرت الأبحاث أن الجمع بين اللحام والتمدد الكامل للأنبوب يُحقق فائضًا في الحماية، حيث يتحمل اللحام الأحمال المحورية بينما يضمن التمدد تلامسًا محكمًا ويمنع التآكل الشقوقي.
في غلايات استعادة الحرارة المهدرة المستخدمة في مصافي النفط، قد تكون صفائح الأنابيب ضخمة جدًا، إذ يصل قطرها إلى مترين أو أكثر، وتحتوي على آلاف الأنابيب. يستغرق اللحام اليدوي لكل وصلة بين الأنبوب وصفائح الأنابيب أسابيع، ومع ذلك ينتج عنه معدلات رفض غير مقبولة. تتيح آلة اللحام الأوتوماتيكية للأنابيب بصفائح الأنابيب، والمجهزة برؤوس متعددة، لمشغل واحد مراقبة عدة لحامات في وقت واحد، وفحص الوصلات المكتملة أثناء استمرار عمل الآلات.
في أوعية الضغط النووية، حيث يجب توثيق كل لحام وتتبعه، توفر الأتمتة تسجيل البيانات اللازم للامتثال للمعايير. تُسجل وتُخزن معايير كل وصلة لحام تقوية بين الأنبوب ولوحة الأنابيب. وفي حال ظهور أي استفسار بعد سنوات، يكون سجل التصنيع متاحًا.
كيفية اعتماد إجراء لحام التقوية
يتضمن تطوير إجراء معتمد للحام تقوية بين الأنبوب ولوحة الأنابيب عدة خطوات. أولًا، يجب تحديد هندسة الوصلة – بروز الأنبوب، وتفاصيل الأخاديد إن وُجدت، وسُمك الحلق المطلوب. ثانيًا، يُختار معدن الحشو بناءً على توافقه مع المادة الأساسية.
تُلحم عينات الاختبار باستخدام المعايير المقترحة، ثم تُقطع وتُفحص. تكشف عينات الحفر المجهري عن عمق الاختراق، وخطوط الانصهار، وأي عيوب. بالنسبة للحامات التقوية، يجب أن يفي سُمك حلق اللحام بمتطلبات التصميم أو يتجاوزها. تتطلب بعض المعايير أيضًا اختبار القص للتأكد من أن الوصلة تُحقق بالفعل قوة الشد الكاملة للأنبوب.
بمجرد اعتماد الإجراء، يُبرمج في آلة اللحام الأوتوماتيكية بين الأنبوب ولوحة الأنابيب. تخزن الآلة جداول متعددة لأحجام الأنابيب المختلفة، والمواد، وتكوينات الوصلات. يختار المشغلون البرنامج المناسب، ويقوم النظام تلقائيًا بضبط التيار، وتردد النبض، وسرعة اللحام، ومعدل تغذية السلك.
البيانات وإمكانية التتبع
تتطلب معايير التصنيع الحديثة بشكل متزايد إثباتًا على أن كل وصلة ملحومة بقوة بين الأنبوب ولوحة الأنابيب تفي بالمتطلبات. تتضمن أنظمة آلات اللحام الأوتوماتيكية لدينا تسجيلًا شاملًا للبيانات. يسجل النظام لكل عملية لحام ما يلي:
– تحديد جدول اللحام
– التيار والجهد الفعليان طوال الدورة
– سرعة اللحام ومعدل تغذية السلك
– وقت وتاريخ القوس الكهربائي
– هوية المشغل
يمكن تصدير هذه البيانات لسجلات الجودة أو دمجها مع أنظمة إدارة المصانع. في حال وجود أي شك في الوصلة، يتوفر سجل اللحام الكامل. يُعد هذا المستوى من إمكانية التتبع إلزاميًا في المشاريع النووية والعسكرية.
تكلفة الخطأ
لقد رأينا ما يحدث عندما تفشل وصلة ملحومة بقوة بين الأنبوب ولوحة الأنابيب أثناء الخدمة. في إحدى الحالات، أدى تسرب في سخان مياه تغذية الغلاية إلى تآكل الأنابيب المجاورة، مما تسبب في أعطال متعددة خلال أشهر. تطلب الإصلاح أسابيع من التوقف عن العمل، واستبدال عشرات الأنابيب، وإعادة فحص جميع الوصلات.
في حالة أخرى، ظهر شرخ في وصلة ملحومة لتقوية وعاء ضغط في مصنع كيميائي بعد عامين فقط من الخدمة. كشف التحقيق أن سمك اللحام لم يكن كافيًا – فقد تم اعتماد الإجراء، لكن لحامات الإنتاج لم تتطابق مع معايير الاعتماد. سمح التباين في اللحام اليدوي بمرور بعض الوصلات ذات الحجم غير المناسب.
تقضي آلة اللحام الأوتوماتيكية للأنابيب على هذا التباين. تُصنع كل وصلة بنفس معايير عينة الاعتماد. سمك اللحام ثابت. الانصهار كامل. قوة اللحام قابلة للتنبؤ.
لماذا يختار المصنّعون الأتمتة؟
عادةً ما يذكر المصنّعون الذين ينتقلون من اللحام اليدوي إلى اللحام الآلي لوصلات الأنابيب الملحومة لتقوية ثلاثة أسباب:
أولًا، تحسّن الجودة. تنخفض نسبة الرفض من خانتين إلى أقل من 2%. تختفي تكاليف إعادة العمل.
ثانيًا، يزداد الإنتاج. إذ يمكن لمشغل واحد يُشغّل عدة رؤوس لحام أن يُنتج إنتاجًا يفوق إنتاج فريق من اللحامين اليدويين.
ثالثًا، تصبح عملية التوثيق آلية. فبدلًا من الاعتماد على السجلات المكتوبة بخط اليد، تتوفر سجلات إلكترونية تُرضي المدققين والعملاء.
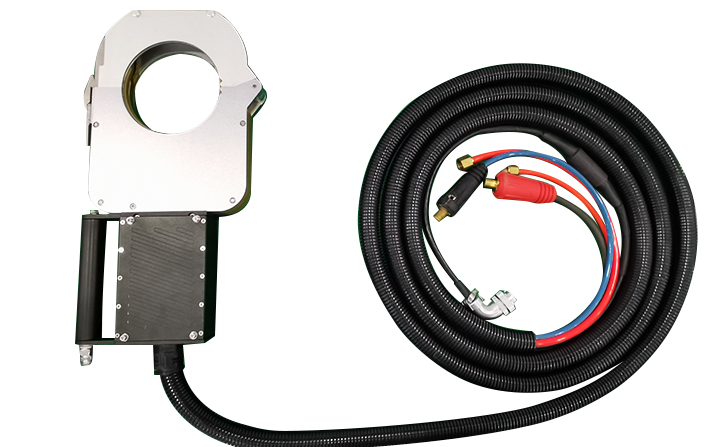
صُممت رؤوس اللحام المدارية التي نُصنّعها، والمخصصة للأنابيب والصفائح الأنبوبية، لتسهيل هذا الانتقال بسلاسة. فهي تتناسب مع نفس أنماط الأنابيب، وتستخدم نفس مصادر الطاقة، ولا تتطلب سوى الحد الأدنى من التدريب الإضافي لفنيي اللحام ذوي الخبرة.
خلاصة القول
إن وصلة الأنابيب الملحومة بقوة عالية مع لوحة الأنابيب ليست مجرد لحام، بل هي التزامٌ بالسلامة والموثوقية. في الغلايات وأوعية الضغط، حيث لا مجال للفشل، يتطلب هذا الالتزام أعلى مستويات التحكم في العملية. لا يمكن للحام اليدوي، مهما بلغت مهارة العاملين فيه، أن يضاهي دقة النظام الآلي.
إذا كنتم تصنعون معدات تتطلب وصلات أنابيب ملحومة بقوة عالية، ففكروا في فوائد الأتمتة لورشة عملكم. أحضروا عينة من لوحة الأنابيب، وسنقوم بتشغيلها في ورشتنا. ستلاحظون الفرق في الدقة، والمظهر، والبيانات. لا ضغوط، ولا مصطلحات معقدة، فقط عقود من الخبرة في مساعدة الناس على بناء معدات ضغط أكثر أمانًا وموثوقية.